
如何給模具內導柱灌膠
2018-07-06 23:02:57 點擊:11870
精密連續模具在裝配過程中,內導柱需要灌膠,將之牢牢地粘接在模板內,灌膠的目的是為了消除加工誤差,提高模具精度。小編今天就來簡單的介紹一下導柱灌膠的步驟。
灌膠前的準備工作:
1.所有模板,導柱導套等配件全部到位,并且已經檢驗完畢。
2.準備好所有輔助工具,如G型夾,酒精, 油, 680厭氧膠,兩根等高的木塊,抹布等。
3.零件與模板間的配合檢查完畢。
4.所有零件清洗干凈。
灌膠步驟:(以十字型內導柱為例)
1.將下模鑲件滑配裝入下模板中,再將下模板兩端放在等高的木塊上。
3.把固定板鑲件配到固定板中,將固定板,脫料板放在下模板上,用定位銷將三塊板定位,再將兩端用G形夾或并行夾夾緊。
4.將沖頭從固定板慢慢推入到模具中,如果過緊或推不到位,那就是模具零件間相互有干涉,需拆開檢查修配后重新裝入沖頭。
5.將模具翻過來,準備灌下模內導套,在導套外周涂上680膠水,慢慢旋入到下模板內。為了增加粘連強度,可以預先在導套外周打磨一圈小環型凹槽。
7.擦干凈板上殘留的膠水,將模具放置4小時以上。
8.當膠水凝固后,先將刀口沖頭敲出,再將銷釘敲出,拆開3塊模板,開始下一步裝配。
灌膠前的準備工作:
1.所有模板,導柱導套等配件全部到位,并且已經檢驗完畢。
2.準備好所有輔助工具,如G型夾,酒精, 油, 680厭氧膠,兩根等高的木塊,抹布等。
3.零件與模板間的配合檢查完畢。
4.所有零件清洗干凈。
灌膠步驟:(以十字型內導柱為例)
1.將下模鑲件滑配裝入下模板中,再將下模板兩端放在等高的木塊上。
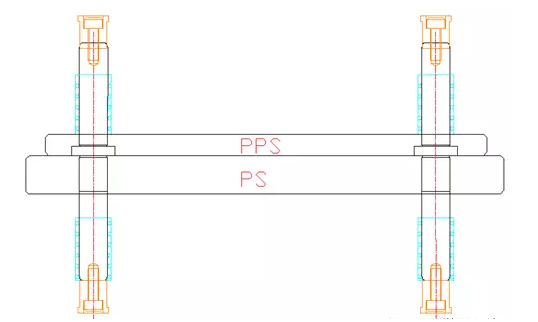
2.將鑲件、引導針滑配裝入脫料板中,再將十字導柱輕輕配入脫料板中,將脫背板緊鎖在脫料板上。如下圖所示:
3.把固定板鑲件配到固定板中,將固定板,脫料板放在下模板上,用定位銷將三塊板定位,再將兩端用G形夾或并行夾夾緊。
4.將沖頭從固定板慢慢推入到模具中,如果過緊或推不到位,那就是模具零件間相互有干涉,需拆開檢查修配后重新裝入沖頭。
5.將模具翻過來,準備灌下模內導套,在導套外周涂上680膠水,慢慢旋入到下模板內。為了增加粘連強度,可以預先在導套外周打磨一圈小環型凹槽。
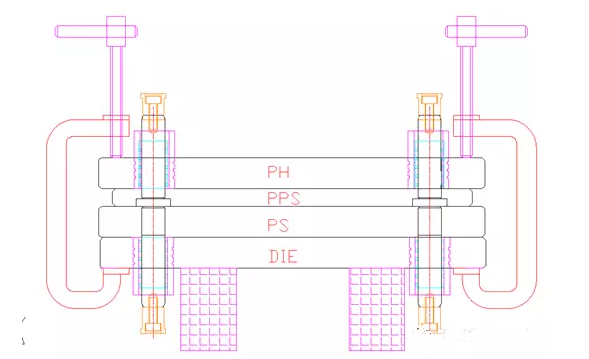
6.再把模具翻轉到正常位置,即固定板在上面,在導套外周涂上680膠水,慢慢旋入到固定板內。灌完膠如圖所示:
7.擦干凈板上殘留的膠水,將模具放置4小時以上。
8.當膠水凝固后,先將刀口沖頭敲出,再將銷釘敲出,拆開3塊模板,開始下一步裝配。
- 上一篇:高精密導柱導套都離不開珩磨加工 2018-07-11
- 下一篇:滾珠導柱選材需要遵守什么原則 2018-07-04
